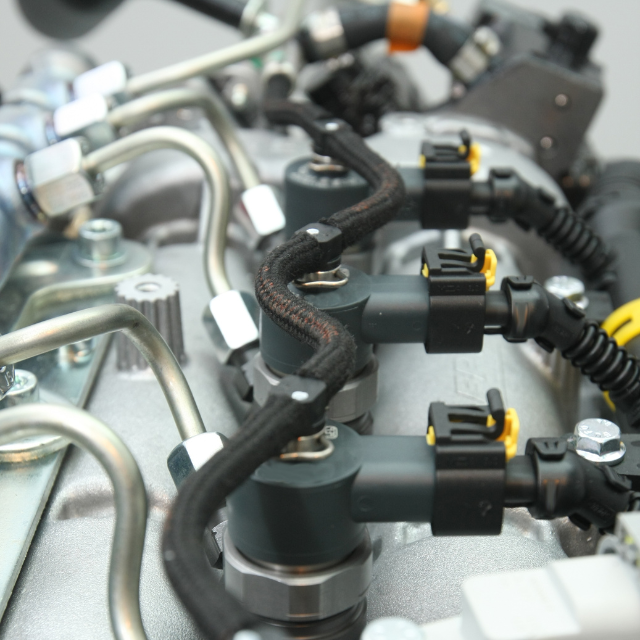
Entwicklung eines funktionsfähigen Prototypen (bis B-Muster) für ein Wasserstoffrail eines Heavy-Duty-Verbrennungsmotors. Die Bauform der Kraftstoffeinspritzung war Port Fuel Injection (PFI, hier beispielhaft nähere Informationen von Bosch).
- Ermittlung der maßgeblichen Anforderungen, aus dem konkreten Anwendungsfall und regulatorisch
- Bestimmung
- einer geeigneten Anordnung/eines Entwurfs im Bauraum
- der Fertigungsverfahren für Einzelteile und die Baugruppe unter Berücksichtigung spezieller Anforderungen durch den Einsatz in einer Wasserstoffanwendung
- erreichbarer Toleranzen für Anschlussgeometrien und die Baugruppe insgesamt
- der umsetzbaren Restschmutzanforderungen
- Festlegung eines Entwurfs auf Basis von „Injektoraufnahmen“
- Konstruktion und Erstellung der Fertigungsunterlagen für unterschiedliche Volumen- und Injektorvarianten
- Durchführung von Lötversuchen zur Ermittlung der erforderlichen Parameter
- Teilnahme an der D-FMEA und P-FMEA zur Absicherung des Designs und des Prozesses
- Konstruktion und Erstellung von Fertigungsunterlagen für Versuchsanordnungen (Validierung), Werkzeugen und Vorrichtungen
- Fortlaufende Abstimmung mit dem OEM, Musterbau und Lieferanten sowie weiteren Projektbeteiligten
- Projektdokumentation gem. IATF bis in B-Muster-Reife
Die Projektbearbeitung erfolgte in enger Abstimmung mit dem Kunden unter Nutzung seiner Ressourcen, wie z.B. Validierung und Musterbau.